刃物のお話
2025.06.24
剪定鋏の切断能力は大きさで決まるものではない
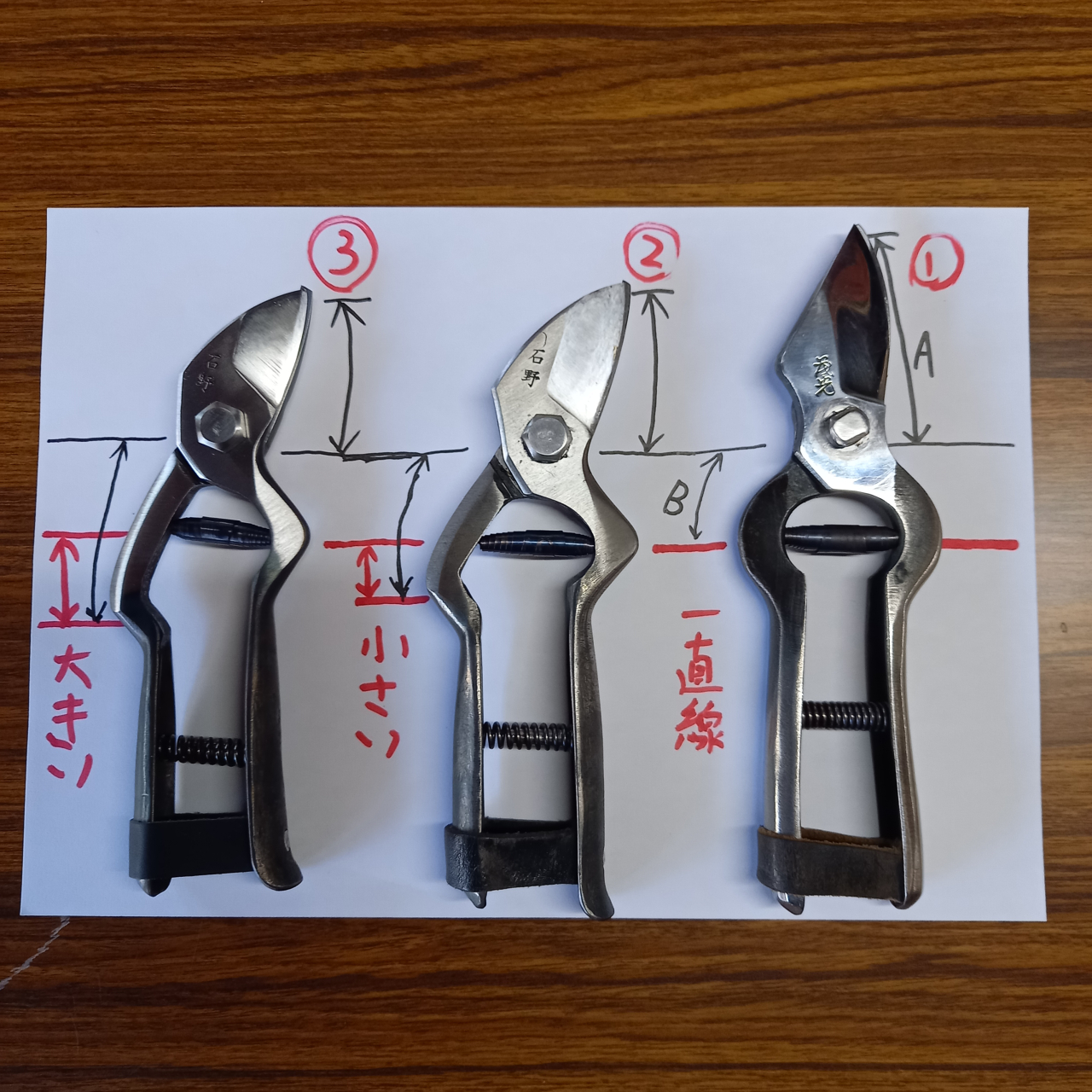
写真のように、①~③の順でサイズの違う鋏があったとします。第一印象だけで考えますと①が一番大きい鋏だから太い枝もサクサク切れると思ってしまいそうですが、実際にはそうではありません。
鋏の切れ味を左右する要素は、刃の形状や研ぎ角度が主な要因なのですが、もう一つ大事な要素が「支点力点作用点」という学校で小さいころ習った懐かしい言葉です。
簡潔に言いますと、図で言うところのAの距離が短くて、Bの距離が長いほど、効率よく握力を枝に伝えることができます。ですから、この3種の中でもっとも効率よく握力が枝に伝わるのは③の鋏という事です。
日頃からお客様の鋏のメンテナンスをしていますと、ほとんどの方は鋏の刃渡りの切っ先から2cmくらいの部分を最も多用している傾向があります。根元で切ってるんだ!と熱弁される方であっても、ネジに近い側の2cmくらいは残念ですがほぼ役目を果たしておりません。ですので、刃がデカければ太い枝が切れるというわけではなくて、いかにネジから近い部分で太い枝を挟めるようにするか、あるいはネジからどれだけ遠い部分の柄を手で握れる格好にするか。この辺が鋏の使用感や切れ具合にかなり大きく影響してきます。
①のようなストレートタイプは例外ですが、②や③のような傾斜型の鋏をお求めになる場合であれば、お使いになる本人の手でつかめる範囲でできるだけBの距離を遠く設定した方が枝を切るときに力が最小限で済むということです。
また、無駄に刃渡りだけを長くしても、支点からの距離が遠くなる一方なので切れ味は非常に低下する傾向があります。私の考える適正な刃渡り(切刃の研いでいる部分の長さ)はせいぜい45ミリが限度ではないかと思っています。Bの距離よりもAが長くなると当然ですが握った力が100%刃に伝わるはずもなく、刃が長ければ長いほど切っ先だけを多用するようになります。必要以上に刃渡りは長くしない方が賢明です。

基本的に傾斜型剪定鋏は写真で示しているように人差し指をコブの上側に外して柄は指3本で持つ前提で考えられております。
ところが、どうもこの持ち方が苦手と言う人もおられますので、そのような場合は②のように左右の肩の位置にあまり差がない鋏をご使用になられると、さほど違和感なく指4本で持つことができます。
③のように左右の肩の位置が大きくずれている物は主に3本握り用となります。
指4本と指3本なら、4本で握った方が力が入るだろうと想像されるかもしれませんが、先に図で示しましたように、できるだけネジから遠い位置に母指球を当てて握った方がテコの原理でより一層力が入るので、慣れてしまえば逆にストレートタイプよりも楽に作業ができると感じる方が多いようです。
実際に図でわかりますように、ストレートタイプは普通に握りますと非常にネジ(支点)に近い部分を握りますので、いくら鋏が大きくてもテコの原理としては決して効果的な形ではなく、どちらかと言えば刃の形状や研ぎの精度が切れ味を左右します。
ただし、構造上はストレートタイプが太い枝を切る際には口が大きく開きやすいのは事実であり、ペットボトルの蓋くらいの太い枝を押しながらでも切るパワーのある方はかえってストレートが良いかもしれません。
せいぜい切っても小指の太さ位だよ・・。と言う方で、ストレートがいいのか傾斜がいいのか悩んでしまっている場合には、私は傾斜型で刃渡り短めをおすすめしております。
余談ですが、まれに他社製品で受刃が折れるトラブルを目にします。製品の不良の場合もありますが、刃渡りの長い鋏の先端で太い枝を切りますと、受刃の根元にはものすごい負荷がかかります。ご使用になられる方も今一度ご自分の鋏がどんな構造なのか確認してみてはいかがでしょうか。
鋏選びの参考としていただけますと幸いです。
2025.05.03
大切な相棒(その1) 3台のスプリングハンマー
![20250503_160418[1]](../images/images20250503161146.jpg)
鍛冶屋の道具でひときわ存在感を持っているのがスプリングハンマーなどの鍛造機です。当工場には用途によって使い分けている3台のハンマー機が据わっています。
まずは新潟県の近藤與助工業製のカクヨ式スプリングハンマー2号機。私のところで最も長く稼働している物で、元々は祖母の生まれ故郷である森吉町阿仁前田の廃業された鍛冶屋さんが昭和34年から使用されていた機械で、人間で言えば66歳になります。私が使い始めてから18年になりますが、いろいろと細かい修理はしているものの現在も元気に私の仕事を支えてくれる、頼もしい存在です。
元々はこの一台しかなかったのですが、今は主に鋼付けやタガネでの切断、櫃抜きなどの強力な打撃を必要とする作業にのみ使用しています。
スプリングが大きいので分銅のストロークが長く、高速で回せない代わりに一回当たりの打撃が強いです。
仕事前に必ずすべての機械や道具に向かって前日の感謝と朝の挨拶を込めて一礼するのが私の日課です。相方がいない一人鍛冶屋にとって、彼らは単なる機械ではなく家族同様に大切な相棒です。
![20250503_160434[1]](../images/images20250503161209.jpg)
こちらの青い機械は同じく新潟の寺澤鉄工所製、SH-A型1号機です。寺澤鉄工所さんは現在日本で唯一スプリングハンマーを製造している大変貴重な存在です。
この機械は私が鍛冶屋を開業してからしばらくして、お客様からの情報提供がきっかけで寺澤さんに中古のハンマー機をオーバーホールしていただいて導入したものです。ほとんどの部品が新品と交換されたため2020年に導入した際には新品と遜色ないほどピカピカの機械でしたが、だいぶ塗装も傷んで年季が入ってきました。
カクヨ式と比べるとかなり高速で回せますので、ベルトハンマー機に近いリズミカルなテンポで打つことができ、私は鍛接が終わった素材を刃物の形に伸ばす工程や、鎌などの薄物の火造りに使用します。
刃物を打つには作る品物によって頻繁に槌を交換するのですが、カクヨ式はだいぶアリ溝が減っていて交換が難儀だっただけに、今ではこの機械のおかげで槌をあまり交換しなくても2台で用途分けができているので本当に助かっています。
![20250503_160504[1]](../images/images20250503161231.jpg)
こちらの機械は先の青いハンマー機と同じSH-A型1号機ですが、私の工場にもっとも最近据え付けしたもの。年齢はカクヨ式とほぼ同じです。
元々は隣の大館市の鍛冶屋さんが長年愛用されていた機械で、数年前にご家族の方のご厚意で、金屑に捨ててしまうよりは活用してほしい。との希望がありましたので私の方で引き取らせていただいた物です。
工場内すべてを片付けると言うことで、撤去作業にあたっては、二ツ井町の安保鍛冶屋さんをはじめ、たくさんの方々にご協力をいただきました。鍛冶屋が鍛冶屋の最期を見届けるのはどこか寂しさもあれば、長年のご苦労を感じることもあり、道具を引き継ぐ責任を改めて感じました。
この3台目はいったい何に使っているのかとなれば、当工場には鋏専用のコンパクトな横座があります。鋏を製作するには従来の火床は大きすぎて、打刃物用の横座と鋏用横座は別個になっており、こちらは鋏の材料を打ち延ばす作業専用として活用しています。
3台とも元々は別の御主人のもとで活躍していました。先にお使いになられた鍛冶屋さんの長年の思い出が詰まった相棒を大切に労わりながらこれからも使い続けていきます。
2025.04.28
鍛造そのまま(打ちっぱなし)の色味について

鍛造そのまま製品の特に裏面の色味については使用する材質などによって色味がだいぶ変わります。
こちらの写真のようにほぼ全面真っ黒になる物は、比較的硬度の低い材料を使った場合に多い色味となります。
また、合金系の材質でも少し硬さを落として焼いてほしい、などの要望があった場合には黒っぽく仕上がる場合もあります。

一方でこのように鋼が付いている部分が灰色を帯びたように仕上がる場合もあります。
これは合金系の材質や、炭素鋼でも比較的硬度の上がる物を使用した場合、ほとんどこのように仕上がります。
また、材質にかかわらず光輝焼入油で焼いた場合であればもっと白っぽく、全体的に黒皮が剝げたような光沢ある仕上がりとなります。
2025.04.28
裏スキを裏打ちと表現する理由

叩き終えたナガサを例に出します。
まだ一切削っていない状態。
私は当金も使わないので槌跡がしっかり確認できます。

刃の中間くらいの位置。
しっかり窪んでいるのがわかります。

切っ先付近の様子。
こちらもしっかり窪んでいます。
これを叩く行為だけで造り出すのが、
「裏打ち」と言う技術です。
2025.04.27
秋田型刃物の「ウラ」の違い

秋田型刃物の典型的な表現として「裏スキはあるけど裏押しすることは考えていない」と言うことはかねてよりネット記事でも推測している方もおられましたし、私もかつてユーチューブにてそういった事について説明したこともございました。実際、大半はそれで正解といって問題ないと思います。
これが、なかなか他の地域の方からすると理解不能なことなんだそうですが、理由を知れば実に理にかなっている構造なんだとご理解いただけるはずです。
こちらの画像は「裏スキあり・裏押しなし」のナガサです。刃の裏面は他の地域の刃物よりだいぶ深くえぐれていて、いかにも裏押しできそうなのですが、わざと裏押しをしないで「裏小刃」を立てて使うもの。
裏から切刃の角度と同様の角度で幅1~2㎜の小刃を付けることで、片刃特有の食いつきはなるべく維持しつつ、刃先が裏小刃のおかげで微妙に鈍角になるのでボキボキと欠けるのを防ぐ効果を持ちます。
もう一つの効果は、片刃の鉈や山刀ですと、木の枝に密着させて小枝を払う場合、べったりと刃を枝に添えてスライドすると刃が食い込んでしまう場合がありますが、裏小刃があると、スライドする動きをしたときに刃先が食い込んでいくのを抑えて、滑らかに動かせるという利点があります。
そして、最も優れている点。言い方が悪いかもしれませんが、「適当に研いでも切れる」と言うことです。そもそも山仕事道具としてこうした刃物は発展してきたので、現地でサッと研ぎ直せる構造が好まれたのであって、丁寧な裏押しが必要な刃物は山の中で研ぐのは大変ですし、裏のない真っ平らな刃物はやはり切断能力で裏スキのある刃物に劣ります。その辺の良いとこ取りをしたのが「裏スキあり・裏押しなし」と言っていいでしょう。
以前、裏小刃付けて研ぎ減らしたら鋼が無くなるんじゃないの?と言われたことがありますが、それは違います。片刃の刃物と言うのは基本的に表側を研ぎ減らすのが鉄則です。逆に裏押しする刃物こそ、砥石の精度が裏の減り加減を左右し、最終的に押しすぎれば裏全体の鋼の厚さが減るので、研ぎが苦手な人が裏押しをする方がよっぽど鋼が無くなるリスクが高いと思います。
裏小刃と言うのはその名の通り角度をつけて「裏を取る」ということなので、仮に裏小刃を取りすぎていったん鋼が出なくなっても、表側をひたすら研ぎ減らせば元通りに鋼が出るのです。
鍛冶師によって若干解釈の違いもありますので、お買い求めの際はどうやって研ぐのか一度ご確認することをおすすめします。

かたや、こちらは「裏押し」しているタイプ。
秋田型刃物と言う物自体に厳密に「こうでなければ!」と言う定義はそもそもないので、鍛冶屋ごとの流派であったり、地域ごとの特色があって一概に一括りにはできません。
この写真は製品紹介にも挙げております「タテナガサ」と呼んでいる物ですが、これは「裏押し」する物、しないもの両方で製作しています。
これについては、元々私が仕事を勉強しに通っていた山一刃物のこの類のナガサが裏押しをしていることが所以ではありますが、なぜそうなのかと言う理由はあまりはっきりした見解はないようです。
ただ、私がこの類のナガサを裏押ししていますのは、やはり形が柳刃包丁のように尖がっているため、釣りやアウトドアで魚を捌いたり、狩猟者の場合でもこれで解体を行ったりと比較的普通のナガサよりも鋭い切れ味を重視する傾向があるので、しっかりと精度よく片刃の和包丁のような刃付けができるように仕上げている物です。同じタテナガサでも7寸以上の大ぶりな物については、用途的に枝や藪を払ったり止め差しに使うことが多いので通常品と同じく裏押ししないタイプがメインです。用途によって研ぎ方を変えているという具合です。
実際のところ、山仕事などでハードに使う場合はさほど研ぎの精度は必要ないというお客様が多いですから、研ぎ方がシビアでない物のほうが扱いやすいようです。
そして、ここまで説明した研ぎ方の例外として、当工場の看板商品「鍛造そのままシリーズ」については、いかなる形状であっても「裏押し」して納品しています。このシリーズは表も裏も火造りが終わってから一切研削加工をしないのが売りですが、決してつるっとした肌ではないのでそのまま切刃を付けていきますと若干刃先がガタガタになってしまいます。刃が付く部分の厚い酸化被膜(黒皮)を除去する必要があるので裏押しをして、刃付けに必要な部分だけ平面を出すことで刃筋も通ってしっかりと刃付けができます。
鍛造そのままシリーズは、削って裏面を仕上げなくても精度よく裏押しができるように槌で叩いて裏スキを形成してあります。当金も使っていないので微妙に槌の凹凸が確認できることも特徴の一つ。正真正銘の打刃物と確信しております。
実は私は削って磨くのが苦手な人です。削らないで作らせていただいた方が製品の仕上がりは良いと思っています。
誰でも得意不得意と言うのはあります。悪しからず。
- 1 / 2
- »
![20250424_131505[1]](../images/images20250424145731.jpg)